|
|
The surface finishing is a major determinant defining product quality, like tolerance, flatness and accuracy of dimension. Commonly known for most mold makers, there are several techniques for surface refinement like lapping, polishing, chemical method(CMF) and ultrasonic method. Lapping and polishing are the two most widespread processes to remove material from work piece.
|
|
To obtain spectacular surface, usually more than one single procedure must be executed. Choices of abrasives, lap tool, rotational speed and kinematics are all very important for the success of the final surface finishing.However, they are not the main focus of this blog.
|
|
In general, lapping operates at low speed with a mid-range abrasive particle (5-20μm) while polishing operates with finer particles.
|
|
|
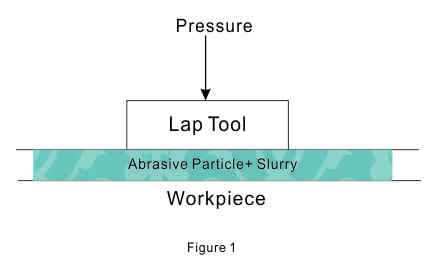
The three main players in lapping process are lap tool, abrasive and work piece. The abrasive is a slurry in which abrasive grains dispersed in them, such as diamond grains spread in kerosene mixed fluid.
|
|
Lapping operates basically by abrasive erosion. The force exerted on the lap tool induces a relative motion between grains and the work piece. Besides mechanical process, there are chemical reaction in the meantime to accelerate material removal. In the slurry, there are usually acidic matters like oleic acid and stearic acid, which will then form a soft and thin oxidized film. The film can be easily removed at sharp point and after removal a new layer of film will be formed immediately; hence vice versa. This process is more significant in polishing than in lapping as surface temperature of work piece in polishing is higher.
|
|